

摘要:电火花加工和线切割加工是两种不同工艺的加工方法。电火花加工是通过电极与工件之间放电产生的热量进行加工,适用于处理高硬度、复杂形状等难以加工的材质。而线切割加工则是通过细线电极的高速往复运动进行切割加工,适用于金属材料的精密加工。两者在加工原理、应用场景等方面存在明显区别。针对高速响应方案设计,需结合具体需求进行实证数据分析和优化。图版35.11.41进一步说明了两种加工方式的区别和联系。
本文目录导读:
在制造业中,电火花加工和线切割加工是两种常见的精密加工技术,虽然这两种技术都在金属加工领域有着广泛的应用,但它们的工作原理、应用场景以及操作方式存在显著的差异,本文将详细介绍电火花加工和线切割加工的区别,并针对Galaxy 89.46.34高速响应方案设计进行探讨。
电火花加工概述
电火花加工,又称电蚀加工,是一种利用电火花放电产生的热量来熔化材料,从而达到加工目的的方法,电火花加工适用于各种导电材料,如金属、合金等,其特点是不受材料硬度限制,可以在不接触工件的情况下进行加工,适用于加工复杂形状和特殊材料。
线切割加工简介
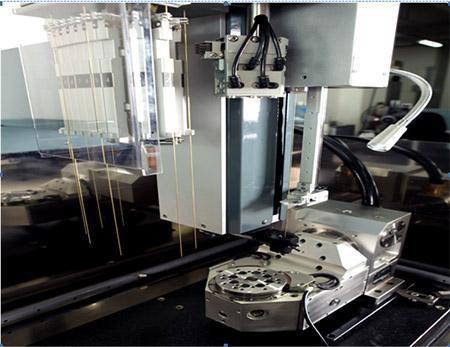
线切割加工是一种通过细金属线作为切割工具的加工方法,它利用细金属线通电产生的高温来熔化或汽化材料,同时通过细金属线的移动来实现切割,线切割加工适用于各种导电材料,具有高精度、高效率的特点,适用于切割薄壁、窄缝等复杂形状。
电火花加工与线切割加工的区别
1、工作原理:电火花加工是通过电火花放电产生的热量来熔化材料,而线切割加工则是通过细金属线的高温来熔化或汽化材料。

2、应用场景:电火花加工适用于加工复杂形状和特殊材料,而线切割加工则适用于高精度、高效率的切割操作,特别是在切割薄壁、窄缝等复杂形状时更具优势。
3、操作方式:电火花加工过程中,电极与工件之间需要保持一定的距离,形成电场;而线切割加工则需要细金属线与工件接触,并通电产生高温。
五、Galaxy 89.46.34高速响应方案设计
针对Galaxy 89.46.34高速响应方案设计,我们需要充分考虑电火花加工和线切割加工的特点,在高速响应方案中,我们需要确保设备能够快速、准确地完成各种加工任务。
1、设备配置:为了满足高速响应的要求,设备应具备高性能的控制系统和稳定的电源供应,还需要根据具体加工需求选择合适的电极和细金属线。
2、加工工艺优化:针对电火花加工和线切割加工的特点,对加工工艺进行优化,在电火花加工中,通过调整电场强度、脉冲频率等参数来提高加工效率;在线切割加工中,优化细金属线的选择和张力控制,以提高切割精度和速度。
3、智能化与自动化:引入智能化和自动化技术,实现设备的自动监控和调试,通过智能识别工件材料和形状,自动选择最佳的加工方式和参数,建立远程监控系统,实现设备状态的实时监控和远程调试。
4、维护与保养:制定完善的设备维护与保养计划,确保设备的稳定运行,定期对设备进行检修和保养,延长设备使用寿命。

电火花加工和线切割加工是制造业中常见的两种精密加工技术,它们在工作原理、应用场景和操作方式上存在显著的差异,在Galaxy 89.46.34高速响应方案设计中,我们需要充分考虑这两种加工技术的特点,通过设备配置、加工工艺优化、智能化与自动化以及维护与保养等方面的工作,实现设备的高速响应和稳定运行。
还没有评论,来说两句吧...